 Int'L Trading Co.,Ltd.")
Malay
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


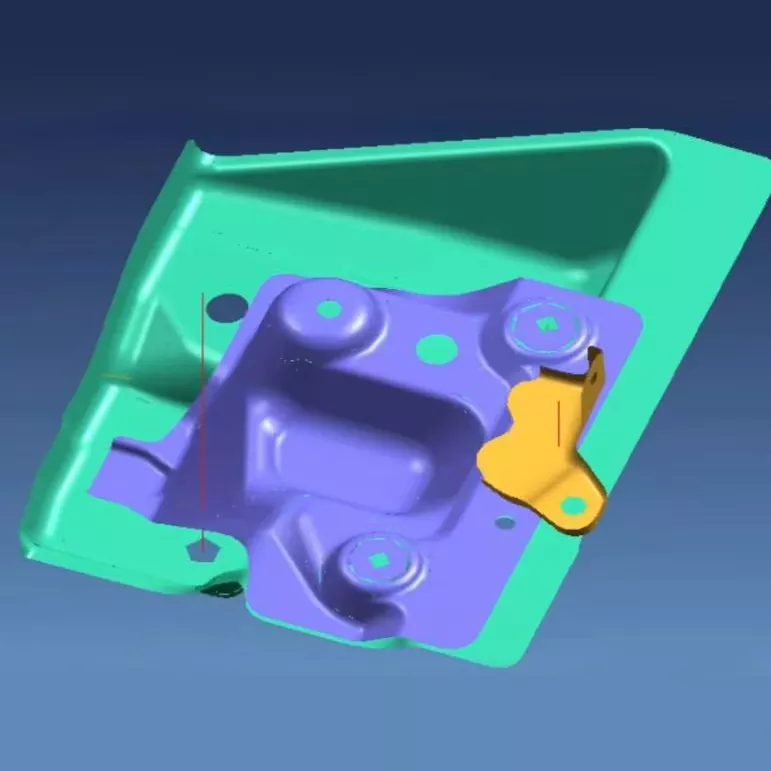
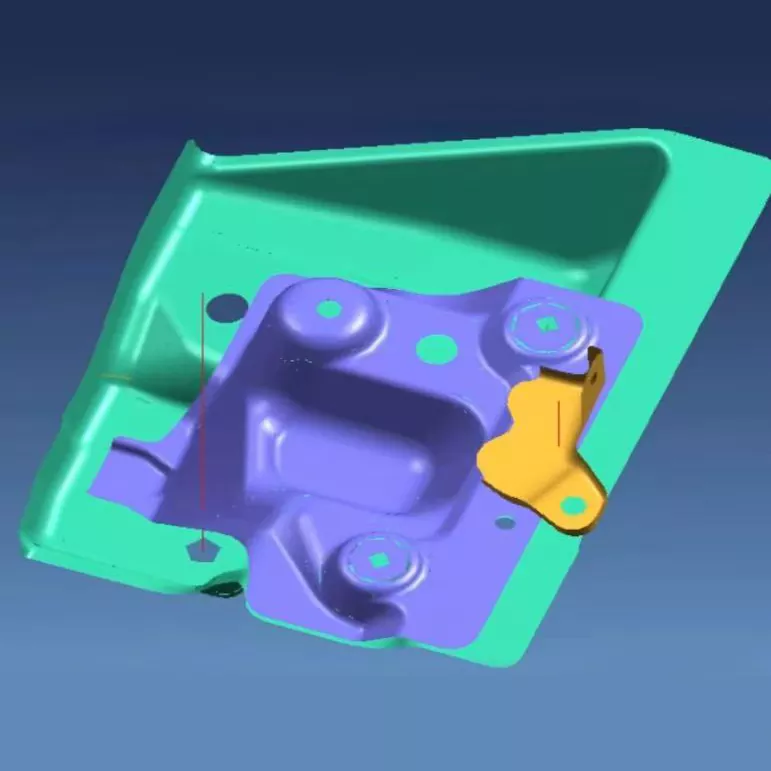
Automotif Setem Dakap Kecil Mati
SIKAIDA Automotive Small Bracket Stamping Dies ialah peralatan perkakas berketepatan tinggi untuk pengeluaran besar-besaran kurungan galas beban kritikal untuk badan automotif. Mereka menyepadukan pembentukan struktur kompleks, pemesinan lubang ketepatan, dan sistem sambungan pelbagai fungsi untuk memastikan ketegaran kurungan dan ketepatan kedudukan. Sebagai pengilang profesional di China, SIKAIDA menyediakan peralatan teras yang stabil dan tahan lama serta memberi perkhidmatan kepada pembuat kereta global sebagai pembekal yang boleh dipercayai. Semua acuan dihasilkan di kilang termaju sendiri mengikut piawaian antarabangsa.
Pendakap automotif kecil ialah komponen galas beban kritikal yang digunakan untuk menyokong pemasangan, menetapkan kedudukan, menyambung struktur dan memindahkan beban. SIKAIDA Automotive Small Bracket Stamping Dies direka khusus untuk pelbagai kurungan ketepatan seperti untuk enjin dan suspensi, menyepadukan sokongan kompleks dan kedudukan lubang ketepatan untuk memenuhi keperluan ketat pengeluaran automotif.
Ciri Produk Teras
1. Pembentukan Struktur Sokongan Kompleks
Walaupun saiz padat dan struktur kompleks kurungan, acuan SIKAIDA, melalui simulasi yang tepat dan pampasan springback, mengawal dimensi kritikal dalam ±0.1mm, memastikan kerataan, ketepatan lubang dan ketegaran struktur memenuhi piawaian.
2. Kekuatan Tinggi dan Ketegaran Tinggi
Komponen teras Automotive Small Bracket Stamping Dies menggunakan keluli acuan kekerasan tinggi seperti SKD11 dan Cr12MoV, yang mencapai kekerasan HRC 48–52 selepas rawatan haba. Ini membolehkan mereka menahan beban impak frekuensi tinggi dan mempunyai hayat perkhidmatan melebihi 500,000 kitaran, memastikan kapasiti galas beban yang stabil.
3. Reka Bentuk Bersepadu Pelbagai fungsi
Mengintegrasikan pelbagai proses seperti pengecapan, lenturan dan tebukan, dan menggabungkan mekanisme seperti blok slaid dan spring nitrogen, pemprosesan yang kompleks boleh diselesaikan dalam satu lejang, meningkatkan kecekapan pengeluaran dan kualiti produk dengan ketara.
4. Kedudukan Lubang Ketepatan dan Sistem Sambungan
Ketepatan lubang pemasangan mencapai ±0.05mm, dan kekasaran dinding lubang Ra 0.8. Struktur sambungan bebibir dan rivet yang dioptimumkan memastikan sambungan pendakap yang selamat dan tidak longgar, menjamin penggunaan kenderaan yang boleh dipercayai untuk jangka panjang.
5. Sarang Pintar dan Pengoptimuman CAE
Menggunakan perisian CAE seperti AutoForm untuk mengoptimumkan sarang, penggunaan bahan meningkat kepada lebih 85%, dengan berkesan mengurangkan kecacatan pembentukan dan menurunkan kadar sekerap.
Kawasan Permohonan
SIKAIDA Automotive Small Bracket Stamping Dies mempunyai aplikasi yang luas, meliputi pengeluaran enjin, suspensi, papan pemuka, tempat duduk, bateri, pintu, dan kurungan sistem ekzos.
Proses Pengilangan
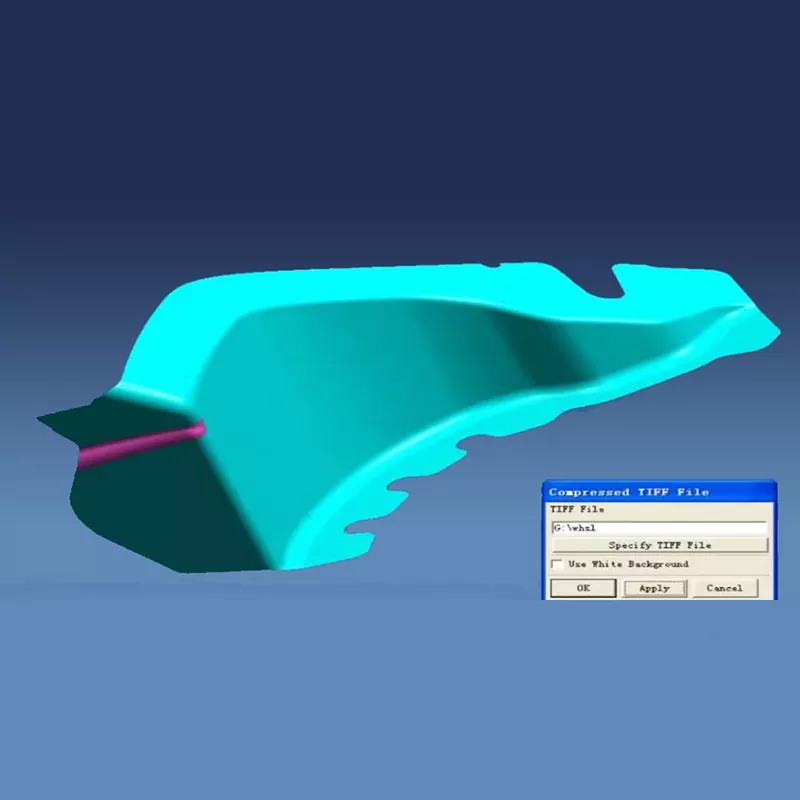
1. Reka Bentuk Produk dan Analisis CAE
Mencipta simulasi dan pengoptimuman proses dilakukan menggunakan perisian CAE untuk mengenal pasti potensi kecacatan dan menentukan penyelesaian optimum, memastikan pembuatan acuan berjaya.
2. Reka Bentuk 3D Struktur Acuan
Automotive Small Bracket Stamping Dies menggunakan perisian reka bentuk 3D penuh seperti UG dan CATIA untuk menapis rongga, sistem panduan dan komponen lain, memastikan struktur acuan yang rasional dan kemudahan penyelenggaraan.
3. Pemilihan Bahan
Bahagian kerja diperbuat daripada keluli acuan keras seperti SKD11, asas acuan diperbuat daripada keluli 45 dengan rawatan haba, bahagian standard menggunakan keluli galas GCr15, dan bahagian tebukan menggunakan keluli berkelajuan tinggi atau karbida bersimen untuk memastikan ketepatan dan ketahanan.
4. Pemesinan Ketepatan
Pemesinan kasar membenarkan elaun, dan pemesinan ketepatan memastikan ketepatan. Rawatan permukaan seperti nitriding dan penyaduran krom keras meningkatkan lagi kekerasan acuan dan rintangan haus, menjamin kualiti produk.
5. Pemasangan dan Penyahpepijatan
Selepas pemasangan ketepatan, Automotive Small Bracket Stamping Dies menjalani percubaan menekan dan menyahpepijat. Pemeriksaan bahagian pertama dan pengeluaran percubaan kelompok mengesahkan ketepatan, kestabilan dan kebolehpercayaan acuan.
Soalan Lazim
S1: Apakah bahan yang biasanya digunakan dalam Automotive Small Bracket Stamping Dies?
A1: Bahagian yang berfungsi terutamanya menggunakan keluli acuan kekerasan tinggi seperti SKD11, Cr12MoV dan DC53. Kerangka acuan menggunakan keluli struktur seperti keluli 45 dan Q235. Bahagian standard seperti tiang panduan dan sesendal menggunakan keluli galas GCr15. Untuk kawasan haus tinggi seperti lubang tebuk, aloi keras atau keluli berkelajuan tinggi kadangkala digunakan untuk memastikan kekuatan, kekerasan dan ketahanan acuan.
S2: Berapa lamakah kitaran pengeluaran untuk acuan kurungan kecil automotif?
A2: Bergantung pada kerumitan acuan dan keperluan ketepatan, kitaran pengeluaran biasanya 10-18 minggu. Acuan kurungan mudah mengambil masa kira-kira 10 minggu untuk dikeluarkan, acuan kurungan sederhana kompleks mengambil masa 14 minggu, dan acuan kurungan kompleks berketepatan tinggi mungkin memerlukan 18 minggu atau lebih. Kitaran khusus bergantung pada kerumitan struktur pendakap, keperluan ketepatan lubang, dan kesukaran proses pemesinan.
S3: Apakah hayat perkhidmatan Automotive Small Bracket Stamping Dies?
A3: Di bawah keadaan penggunaan dan penyelenggaraan biasa, jangka hayat cetakan setem pendakap kecil boleh mencapai lebih 500,000 kitaran. Melalui pemilihan bahan berkualiti tinggi, rawatan haba yang betul, dan pemesinan ketepatan, jangka hayat sesetengah mati boleh mencapai 1 juta kitaran. Terutama untuk bahagian haus tinggi seperti tebukan, penyelenggaraan dan penggantian tetap diperlukan untuk memastikan kualiti produk.
S4: Bagaimana untuk memastikan ketepatan dan prestasi sokongan kurungan bercop?
A4: Melalui analisis CAE untuk mengoptimumkan parameter proses, mengguna pakai sistem panduan ketepatan tinggi, mengawal springback bahan, dan kerap menyemak dan mengekalkan ketepatan die, ketepatan dimensi pendakap boleh dikawal dalam ±0.1mm, dan kerataan permukaan sokongan boleh mencapai 0.05mm/m. Pada masa yang sama, reka bentuk struktur yang munasabah dan proses rawatan haba memastikan bahawa pendakap mempunyai ketegaran sokongan dan kekuatan sambungan yang mencukupi.
S5: Apakah titik kawalan utama dalam proses pembuatan acuan kurungan?
A5: Titik kawalan utama dalam pembuatan acuan kurungan termasuk: ① Pemesinan lubang ketepatan untuk memastikan ketepatan lubang pemasangan; ② Menyokong pemesinan permukaan untuk memastikan kerataan dan kelancaran; ③ Struktur sambungan membentuk untuk memastikan kekuatan sambungan; ④ Proses rawatan haba untuk memastikan kekerasan dan keliatan; ⑤ Pemasangan dan penyahpepijatan untuk memastikan ketepatan acuan dan kestabilan operasi. Setiap titik kawalan memerlukan pemeriksaan kualiti dan kawalan proses yang ketat.
Teg Panas: Automotif Setem Dakap Kecil, China, Pengilang, Pembekal, Kilang
Hantar Pertanyaan
Maklumat Hubungan
-
Alamat
Fengze Two Avenue, Taman Perindustrian Balitai, Daerah Jinnan, Bandar Tianjin, China
-
Tel
-
E-mel
Selamat datang ke laman web kami! Untuk pertanyaan tentang produk atau senarai harga kami, sila tinggalkan e-mel anda kepada kami dan kami akan berhubung dalam masa 24 jam.











